Электролитно-плазменная полировка поверхности (ЭПП)
Для чего необходима полировка?
- Модификация на микроуровне поверхностей изделий энергетического оборудования для дальнейшей обработки (нанесение покрытий, термообработка, азотирование, оксидирование и т.д.);
- Финальная полировка металлических изделий с получением поверхности высокого класса чистоты;
- Очистка поверхности, удаление инородных включений, окалин, различных загрязнений, обезжиривание поверхности;
- Восстановление внешнего вида изделий из драгоценных металлов.
  |
 |
|
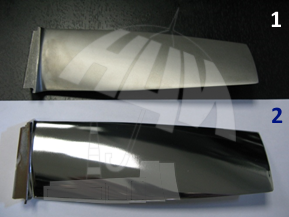
Рисунок 1. Шибер задвижки ДУ-65 до (1) и после (2) ЭПП |
Рисунок 2. Лопатки компрессора до (1) и после (2) ЭПП |
 |
|
|
Рисунок 3. Литые изделия из серебра до (1) и после (2) ЭПП |
|
Описание технологии электролитно-плазменной полировки
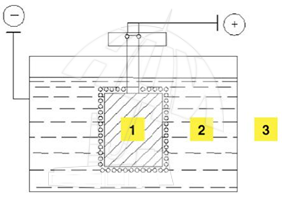 |
Технология электролитно-плазменной полировки (Рисунок 4) основана на процессах, происходящих вблизи поверхности обрабатываемого изделия, погруженного в ванну с раствором электролита. В качестве катода выступает сама ванна, в качестве анода – изделие, подключенное к источнику напряжения (300 В). При данных условиях вблизи поверхности изделия проходят импульсные плазменные разряды, которые взаимодействуют с вершинами микронеровностей. |
|
Рисунок 4. Схема электролитно-плазменной полировки: 1 – обрабатываемое изделие, 2 – электролит, 3 – рабочая ванна |
Преимущества электролитно-плазменной полировки
Метод электролитно-плазменной полировки имеет ряд преимуществ по сравнению с традиционными химическими и механическими методами полировки:
- сглаживание как грубых, так и мельчайших неровностей поверхности;
- полировка изделий сложных форм;
- удаление загрязнений с поверхности изделия;
- отсутствие диффузии раствора полировки в материал изделия;
- снижение дефектности, устранение центров напряжений, а значит, повышение прочности исходной поверхности;
- экологичность;
- высокая производительность;
- низкая стоимость процесса;
Процесс полировки на установках ЭПП-100 и ЭПП-330
|
1 Исходная поверхность изделия. Подготовка перед погружением в ванну с электролитом. |
|
|
2 Закрепление изделия. Подача напряжения на подвеску. Медленное опускание изделия в предварительно нагретый электролит (75 – 950 С). |
|
|
3 Выемка изделия из электролита. Отключение подачи напряжения. Охлаждение теплой водой. |
|
|
4. Изделие до (1) и после (2) полировки |
 |


